Chapter 9. PORVs
All pressure vessels in the US have to be protected from over pressure, even your house hot water heater. On a PWR a (Code) Safety Valve(s) provides this protection and in this discussion it will be called a Safety Relief Valve (SRV). SRVs are spring loaded, directing acting valves with spring pressure above the main valve disk holding the valve closed and system pressure below the main valve disk trying to push it open. SRV designers don’t want these valves “simmering” right at the desired lift point (determined by the spring pressure), so they are internally designed with an adjustable ring called an Accumulation Ring which depending on its rotational setting changes the internal Force vs. Area balance applied to the main valve shutoff disk. Thus at lift set point when the valve just starts to lift and the internal force balance changes, the valve will “pop” full open providing full flow discharge. SRV designers also don’t want the valve to immediately re close right at the lift set point on the resulting depressurization because if the cause of overpressure remains the valve would immediately have to re-lift, resulting in something called “valve chatter.” To get around that there is another internal adjustable ring called a Blow down Ring. The position of this ring gives the valve a dead band between open and close. For example if the SRV lift point is a nominal 2500PSI, at 2500PSI when the valve first starts to simmer slightly the forces around the main valve disk change (Accumulation Ring) and “pop”, the valve goes full open – full flow and system pressure starts to decrease. System pressure will decrease to the predetermined dead band pressure (Blow down Ring setting) to say 2400PSI (100PSI dead band) and the SRV will slam closed.
A Power (or Pilot) Operated Relief Valve (PORV), or in some cases referred to as an Electro-Matic Relief (EMR), is a pressure relief device (valve) that activates electrically from a pressure set point usually derived from a pressure transmitter output signal. A PORV is not direct acting; rather it is actuated indirectly by a solenoid actuated pilot valve where the solenoid gets energized by the output pressure signal from the system pressure transmitter. When the solenoid actuated pilot valve moves it redirects the full Reactor Coolant System pressure above the PORV main valve shutoff disk (in an area sometimes referred to as a dome) to a vent pipe that is directed to a Quench Tank (QT). The full Reactor Coolant System pressure below the PORV main valve shutoff disk pushes it up to open the valve to relieve system pressure. When the solenoid gets de-energized (via the reset pressure signal) the pilot valve moves back to its original position and redirects the above main disk vented pressure back to above the main disk (into the dome). The valve internals above and below the main shutoff disk are designed to provide more disk surface area above the disk (close direction) than below the disk (lift, open direction) such that actual system pressure force above the disk now closes the valve.
The usually stated design purpose of these valves, both in design description documents and training classes, is that in the case of a system overpressure transient these valves will lift to stop the overpressure before the system required Code Safety Relief Valves (SRV) will lift. The further stated purpose for that action is that it is desired to limit the possibility of unnecessary SRV lifts, as when they are attached to a system where after lift they might be subject to water intrusion and flow, the piping and valve might be subjected to excessive stresses such that failure probability of the SRV or piping is increased. It is also stated that after a lift an SRV might fail to close fully, thus you’ll have an Reactor Coolant System leak that requires a plant cool down and might leave a mess in Containment. The Main Steam lines in a PWR also have SRVs attached to them (same reason, Steam Generators are pressure vessels); in fact nine on each Main Steam line at the Davis Besse plant. These SRVs are functionally the same design as Pressurizer SRVs, just a different size and capacity. And in fact all eighteen of them will lift on most any Turbine Trip from above 50% power. In my career at Davis Besse I was probably aware of 1000 MS line SRV lifts, and only one event where one MS line SRV failed to close. In my career in nuke power I am only aware of one event that caused a Pressurizer SRV to lift, a total loss of the Non Nuclear Instrumentation System (NNI) at the Crystal River 3 nuke plant in about 1980. When the operator lost his “eyes on the plant” and the inputs to his control systems, he manually initiated High Pressure Injection and pumped High Pressure Injection cooling water through the Pressurizer SRVs until he was personally satisfied that he had recovered enough indication to return to normal plant control. And the SRVs closed just fine.
Prior to the TMI accident there were eleven known PORV failures on PWRs and an additional twenty one failures on BWRs (from the Kemeny Commission Technical Report). In addition during the June 9, 1985 Total Loss of All Feedwater event at DBNPP, the PORV failed open (for a time) again. Using the current design of PORVs is just flat nuts. As an Operator I think I’ll take my chances on SRV lifts over PORVs any day.
To that end, with the PWR system nominal Pressurizer SRV lift set point of 2500PSI, the PORV at my plant was set to lift at 2255PSI (typical). By the way, the Reactor Trip set point of the automatic Reactor Protection System (RPS) was 2300PSI, which was above the PORV lift set point. Did you just say “Hey, way-a mint?” Yah, me too. If auto does it, and I can think faster than auto in a given event, can I use that PORV to prevent a Reactor Trip on high pressure too? And maybe the stated reason for the PORV isn’t exactly what I been told? Once-upon-a-time there were anticipated plant transients (several of which occurred) that caused Reactor Coolant System pressure increases, e.g. Turbine Trip (among others), while the Control System (ICS) attempted to run the power back to the controllable level of Turbine Bypass steam dumping. And an Operator manual PORV lift could make the difference between experiencing a Reactor Trip or having a controllable transient down to Reactor minimum low limit power, while the reactor remained on line to supply steam to power its own Auxiliaries. But… after TMI a new regulation required us (and others) to install a new system called the Anticipatory Reactor Trip System (ARTS). I think the stated purpose was to “anticipate” plant events that would cause increasing Reactor Coolant System pressure (and maybe challenge the PORV to lift), and provide an immediate Reactor Trip from that signal, e.g. Turbine Trip. So a Turbine Trip from power was no longer a “survivable” event. Post TMI the NRC also required the B&W plants to raise the PORV lift set point to 2400PSI, so now the reactor will trip on high pressure before the PORV lifts.
Nickel Version of PORV Functionality
For all of you who know how a lawn sprinkler solenoid operated timer valve works you can skip this part; PORVs functionally work the same way and for the same reason… it’s cheaper to build this way because if the solenoid was directly positioning the main valve disk it would have to be extremely large.
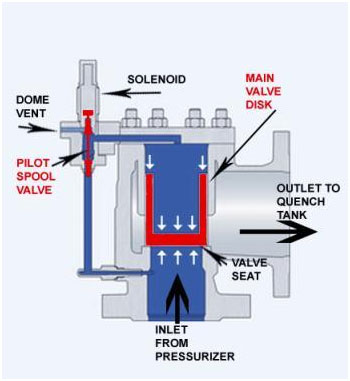
PORV Closed
This is a PORV in a closed and ready to go position. The inlet pressure from the Pressurizer is pushing the main valve disk (red) up, which would open the valve. But at the same time this pressure is also going through the left side port, through the pilot spool valve into the dome area above the main valve disk. The white arrows show the force balance on the main disk. There is more surface area available in the down direction on the main disk; thus system pressure holds the valve closed.
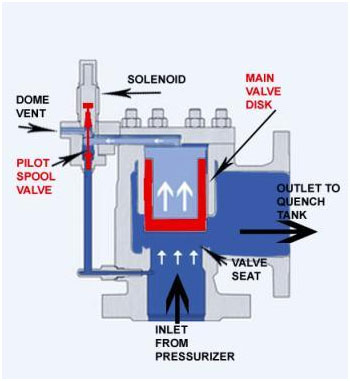
This is a PORV shown going open. The solenoid coil has been energized by the open signal. The coil pulls the slug on top of the pilot spool valve up into the magnetic field, against spring pressure (spring not shown). The repositioning of the pilot spool valve does two things. It opens the vent port to the Quench Tank (depressurizing the dome area above the main valve disk) and it closes the port from system pressure to the dome area. Now system pressure pushes the main valve disk up to open the valve to discharge to the Quench Tank.
The PORV failure (stuck open) at Davis Besse was caused by a control circuit problem. There was something in the solenoid control circuit called a “seal in relay” which was not physically installed in its socket in the Relay Cabinet. The function of this relay was to provide a dead band on the PORV lift such that when it opened at 2255PSI it would stay open until system pressure decreased to 2205PSI. The seal in relay contacts locked in the open signal from the pressure transmitter to the solenoid, such that when the pressure dropped to just below the open point value, and reset that signal, the solenoid wouldn’t drop out and reposition the pilot spool to close the valve. The blow down pressure set point would drop out the seal in relay to close the valve after a 50PSI pressure blow down. So the problem that occurred was when the pressure dropped just slightly (say 5PSI) the open signal dropped out, the PORV closed, the pressure immediately increased again to open set point, PORV opened; rinse and repeat. After nine of these extremely hammering cycles in a very short time, the pilot spool valve said “I quit”; while in the open position.
Post event disassembly and testing of the PORV showed the pilot valve spool stuck in the open position due to unknown foreign material stuck in the guide area of the pilot valve nozzle. The material caused galling in the nozzle guide area and also the pilot stem was bent. The pilot stem was replaced and the galling cleaned up. The PORV was reassembled and tested on the Pressurizer at 600PSI. On the sixth stroke it again stuck in the open position, requiring closure of the Block Valve. The valve was disassembled again. It was found the clearances between the pilot stem and nozzle guide needed to be opened up. Also the pilot valve spool was moving 1/4 in. too far in the open direction. The pilot valve spool stroke was adjusted by moving the solenoid. The PORV was successfully tested on the Pressurizer twelve times at 900PSI and once at 2200PSI (hey, once-in-a-row at NOPT, not bad!).